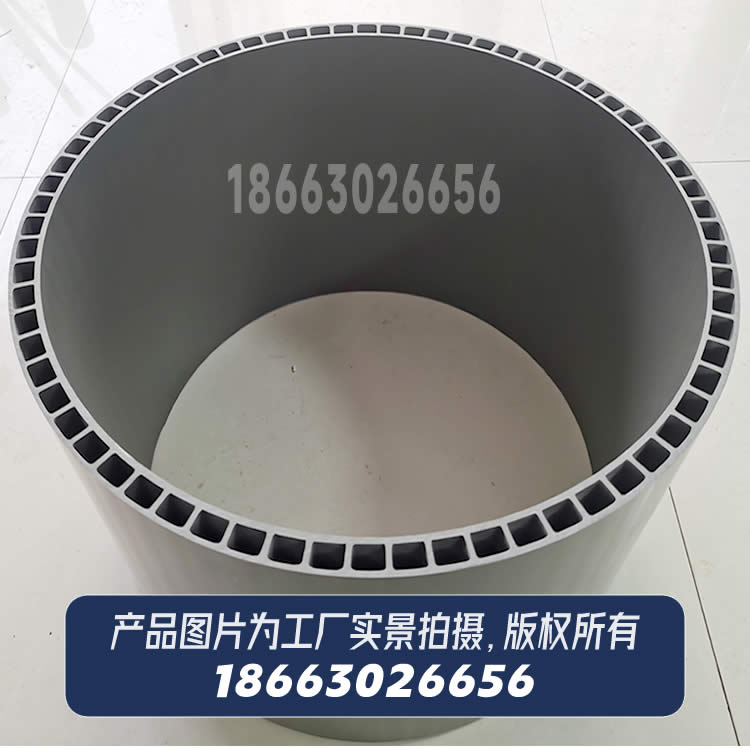
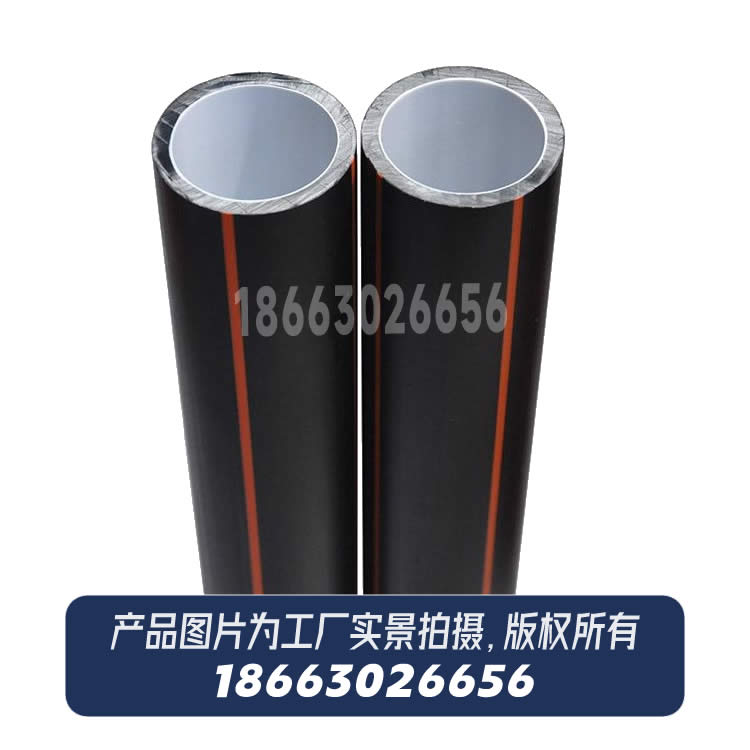
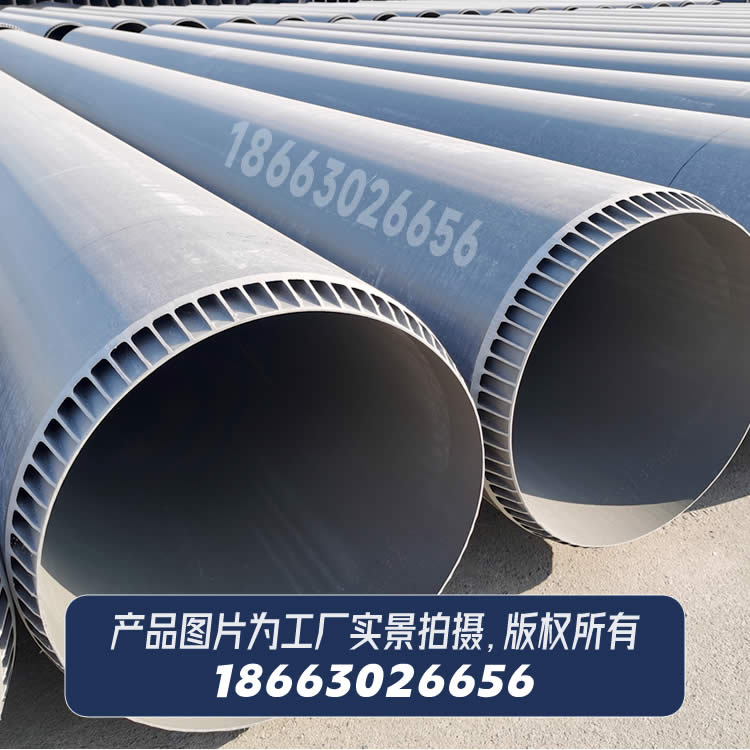
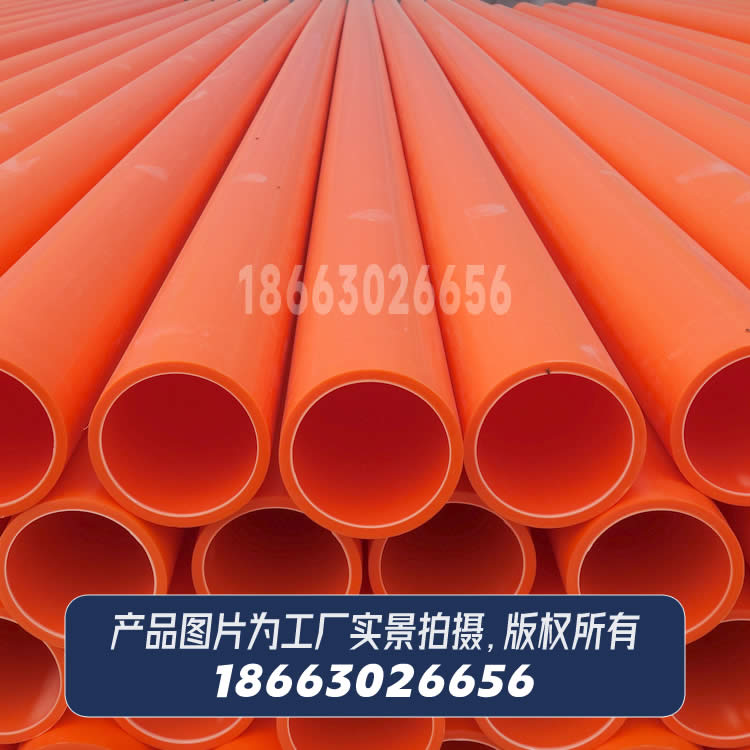
HDPE管材、PVC-U管材及管件山東生產廠家
1998年起生產塑料管道,至今已有24年,專注于HDPE和PVC-U管材管件的生產與研發,實力源于技術,堅持鑄就輝煌
服務電話:18663026656

1、熱熔承插安裝,DN20-DN63mm規格一般采用此法,具體流程如下: (1)用管剪根據安裝需要將管材剪斷; (2)在管材待承插深度處標記號; (3)將熱熔機模頭加溫至20左右; (4)同時加熱管材、管件,然后承插(承插到位后待片刻松手,在加熱、承插、冷卻過程中禁止扭動; (5)自然冷卻; (6)施工完畢經試驗壓驗收合格后投入使用; 2、熱熔對接安裝,DN110-DN1600mm規格一般采用此法,具體操作流程如下: (1)將需安裝連接的兩根PE管材同時放在熱熔器夾具上(夾具可根據所要安裝的管徑大小更換夾瓦),每根管材另一端用管支架托起至同一水平面。 (2)用電動銑刀分別將管材斷面銑平整,確保兩管材接觸面能充分吻合; (3)將電加熱板升溫到210度,放置兩管材端面中間,操作電動液壓裝置使兩管材端面同時完全與電熱板接觸加熱; (4)抽調加熱板,再次操作液壓裝置,使以熔融的兩管材端面充分對接并鎖定液壓裝置(防止反彈); (5)保持一定冷卻時間松開,操作完畢; (6)施工完畢,須經試壓驗收合格后,方可回土投入使用; (7)管材在加熱過程中作好防風措施,冷卻過程中,應逐步經行,不宜急速降溫。 3、電熔連接(適用管徑dn630mm): (1)將PE管材完全插入電熔管件內; (2)將專用電熔機兩導線分別接通電熔管件正負兩級; (3)接通電源加熱電熱絲使內部接觸處FE熔融; (4)冷卻完畢; (5)施工完畢后需經試壓驗收合格后,方可封管投入使用。 4、法蘭連接。 5、鋼塑連接。 6、鞍型對接安裝,這對解決主管道分流特別有效。
PE管,熱熔,電熔,法蘭,鋼塑,鞍型